全国咨询热线
15537310692
全国咨询热线
15537310692

联系电话:0373-5591692
联系人:徐经理 15537310692
邮箱:yujiguolu@126.com
网址:www.xxcsgl.com
地址:河南省新乡市小冀镇冀中路8号

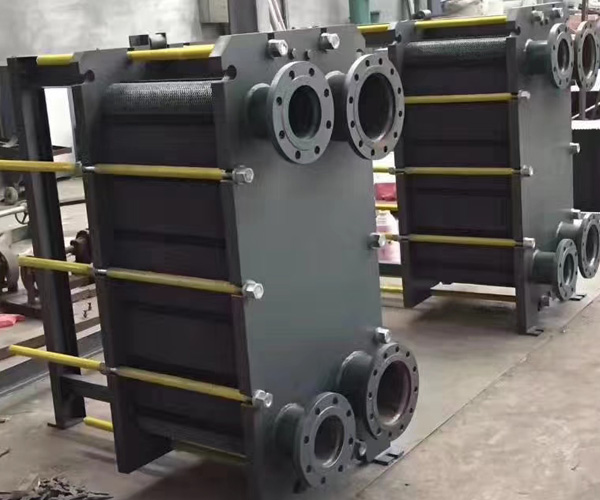
现有的工业锅炉烟气余热回收设备主要有列管式换热器和全热管式换热器。列管式换热器可以由翅片管束组成,翅片管的优点是可以耐较高温度,但是传热系数低,占地面积大。贵州全自动燃油蒸汽发生器工业锅炉烟气中含有硫等酸性物质,在低温区(烟气出口段),温度可能会低于酸性物质的露点,酸性物质会结露在管壁上,腐蚀翅片管的管壳,翅片管式换热器的运行可靠性差,使用寿命低。小型全自动燃油蒸汽发生器厂家锅炉烟气余热回收设备之全热管换热器由热管束组成,其壳体多层复合材料的热管结构复杂,造价较为较贵,使用寿命短,钢材消耗量大,用户很难接受,在生产中难以大量推广应用。而复合式热管加热器既兼顾换热效果,也考虑到生产中投资方的经济承受能力,特别适应于目前我国工业生产中的现况。

余热锅炉的主要部件可以分为锅筒、管子、集箱、膜式壁、管屏、管箱等,这些部件均为余热锅炉中具有特定工艺要求的部件。贵州全自动燃油蒸汽发生器如对于锅筒来说,应该经过金属探伤、热处理以及水压试验等工序,进而提高余热锅炉的稳定性,同时由于管箱需要较高的密封性,则需要采用手工焊接,并且需要对焊接质量进行检测。可见,由于余热锅炉工作环境的复杂性,其对于其内部的结构件均具有特殊要求。小型全自动燃油蒸汽发生器厂家在进行余热锅炉设计与制造的过程中,工艺设计人员应该考虑到各种工艺的优缺点,进而选择合理的工艺完成余热锅炉的制造,如余热锅炉中的蛇形部件无法采用机器进行自动弯管,因而仅能进行人工弯管。
使用不锈钢储罐时,头部出现裂纹。如果没有及时处理,将是危险的,将对如何在这种情况下处理这种情况进行说明。贵州全自动燃油蒸汽发生器先是对不锈钢储罐罐头裂纹进行打磨去除。磨削后,在允许范围内形成不需要补焊、不影响级配的凹坑。否则,应进行补焊。表面穿透缺陷检测确定表面裂纹缺陷的位置,完成焊接修复,修复水平储气罐,修复焊缝和周围材料,后采用钨极氩弧焊进行补焊。小型全自动燃油蒸汽发生器厂家焊接修补应采用钨极氩弧焊。适用于背焊或跳焊、小规格多层多道非回转焊接,以避免焊缝过热,采用水冷措施。不锈钢贮罐的缺陷用带锥形磨棒的角形砂轮打磨去除。注意砂轮的磨粒应与裂纹长度垂直。若缺陷较深,则需在缺陷两端钻止裂孔,防止裂纹随磨削过程扩展。根据检查情况,在带一次侧检查的不锈钢储罐中,封头焊缝处存在裂纹,这些缺陷焊缝具有不同的边缘咬入度。不锈钢储罐罐头有裂纹时,不要惊慌。油箱工作。可以采取上述措施来解决这个问题。

危废焚烧余热锅炉是危险废弃物回转窑焚烧系统中的一个重要组成部分,热源为危险废弃物焚烧后含强结焦性黏结灰的高温废气。贵州全自动燃油蒸汽发生器通常该类余热锅炉多采用单烟道或多烟道布置,烟道内布置对流受热面,运行时强结焦性黏结灰容易黏附在对流受热面上,导致烟道堵塞,影响余热锅炉的安全正常运行。根据危险废弃物回转窑焚烧系统的特点,研发了一种适用于该系统的具有特殊结构的余热锅炉,成功解决了积灰、磨损、漏风、腐蚀等难题。小型全自动燃油蒸汽发生器厂家余热锅炉水循环方式为自然循环,工质直接进入锅筒,然后自锅筒引出,经下降管流入各片膜式水冷壁,在这里被加热后经导汽管再引回锅筒,经汽水分离装置分离后从锅筒引出额定参数饱和蒸汽。

联系人:徐经理
联系电话:15537310692
网址:www.xxcsgl.com
地址:河南省新乡市小冀镇冀中路8号  免责声明
免责声明
河南豫冀锅炉容器制造有限公司 版权所有
Copyright © 河南豫冀锅炉容器制造有限公司 主要从事于, 欢迎来电咨询! 备案号:豫ICP备17028852号-1

扫一扫关注 手机移动端



